


陶瓷管座封装是IC芯片与微系统芯片的常见封装形式。其基本工艺流程为:
1)
划片
2)
在陶瓷基板上涂胶、贴片
3)
引线键合前清洗
4)
引线键合
5)
封帽
6)
可靠性测试
下面按照设计规范、操作流程、检验标准与检验实例三部分介绍。
1. 设计规范
(1)
划片设计规范
Ø 圆片尺寸:最大8英寸。
Ø 划片槽宽度设计:普通硅片版图,槽宽大于等于100mm。 键合硅片、玻璃片版图,槽宽大于等于500mm。版图图形一般最好离开划片槽边一定距离,避免划片时图形损伤。
Ø 划片槽标识设计:标识应明显区别于版图图形,以便对准时能迅速准确找到划片槽。可根据需要选择不同的标识形式,如图1所示。
Ø 图形步进尺寸应为10mm的整数倍,图形分布要有规律,最好步进尺寸一致。
Ø 划片槽一定要贯穿整个基片,划片槽不可有交错现象。
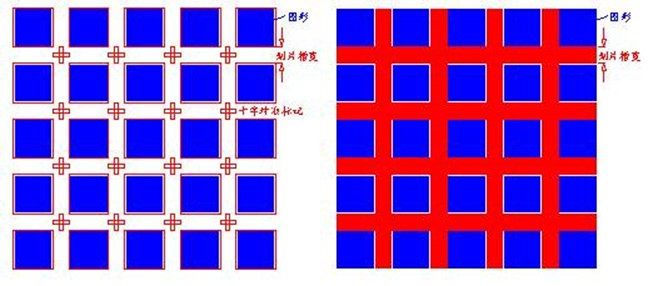
(a) (b)
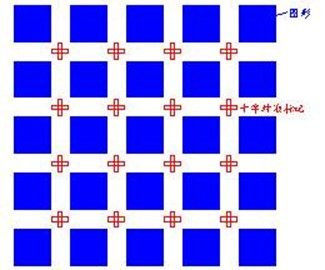 图1. 划片槽标识设计
图1. 划片槽标识设计
(c)
(2)
有机胶贴片规范
|
描述 |
规则 |
|
粘接材料 |
封装专用环氧树脂 |
|
对准精度 |
£9mm |
|
固化温度 |
150°C |
|
固化时间 |
60分钟 |
|
热导率(121°C) |
0.5W/mK |
|
电阻率 |
3.5´1015W-cm |
|
剪切强度 |
按国家相关标准执行 |
(3)
引线键合设计规范
|
描述 |
规则 |
|
|
标准 |
最小 |
|
|
压焊块材料 |
Au,Al |
Au,Al |
|
压焊块厚度 |
Al: ³5000Å Au: ³5000Å,Au下有³2000Å的粘附层,粘附层材料可以是Cr, Ni等 |
Al: 5000Å Au: 5000Å,Au下有2000Å的粘附层,粘附层材料可以是Cr, Ni等 |
|
压焊块边长 |
100mm |
50mm |
|
压焊块中心间距 |
150mm |
100mm |
|
引线键合方式 |
铝线楔焊,金线楔焊,金丝球焊,金带焊 |
|
|
线径 |
25mm |
|
|
线弧高度 |
250mm |
150mm |
(4)
管座与封帽规范
|
描述 |
规范 |
|
管座 |
CDIP,CFP,CQFP,LCCC |
|
封帽方式 |
有机胶粘接 平行缝焊 |
|
平行缝焊管座 |
CFP F-16 (其他型号管座须提供夹具) |
|
平行缝焊盖板 |
0.1mm厚 |
(5)
可靠性测试规范
Ø
引线强度测试:³3克力
Ø
平行缝焊漏率测试:采用氟油粗检和氦气精检
Ø
冷热循环:按器件要求
2. 操作流程与检验标准
(1) 划片
Ø
贴膜:用SEC3150贴膜机在圆片背面贴蓝膜
Ø
设置刀片参数
Ø
测高
Ø
将样片放置在工作盘上,按C/T开启工作盘真空
Ø
设置切割方式、切割形状、尺寸等参数
Ø
校准基线
Ø
设定切割面
Ø
切割
Ø
取片
(2) 管座上涂胶、贴片
Ø
采用点胶机涂胶
Ø
手动或半自动贴片
Ø
固化:固化温度150°C,1小时
(3) 引线键合前清洗:等离子体清洗
(4) 引线键合:Westbond 747677E三用压焊机
Ø
安装引线、劈刀,设置参数
Ø
实验片拉力测试
Ø
引线键合
(5a) 有机胶手工封帽
Ø
涂胶:封装专用环氧树脂
Ø
封帽
Ø
固化:固化温度150°C,1小时
(5b) 平行缝焊封帽
Ø
将管座与盖板放入进料箱中
Ø
对进料箱抽真空/充氮气,共5个循环
Ø
从工作台内打开进料箱,将管座放入夹具,盖上盖板
Ø
启动机器进行平行缝焊
Ø
将完成焊接的样品从工作台侧放入出料箱,关闭工作台侧的箱门
Ø
打开出料箱门,取出封装后的样品。
(6)
平行缝焊样品漏率测试
Ø
氦气精检
?
在氦气下保压,压力和保压时间根据相关国家标准执行
?
取出样品,用氮气吹净样品表面
?
将样品放入氦质谱仪中
?
测量样品中氦气漏率,漏率应小于阈值,阈值根据相关国家标准执行
Ø
氟油粗检
?
将芯片放入轻氟油中保压,压力为4个大气压,保压4小时
?
将样品放入装有重氟油的低温恒温槽中,如果出现明显的轻氟油油泡说明有漏气存在,否则即为通过测试。
(7)
环境测试(包括冷热循环、离心加速度等)
Ø
将样品放入相应的试验箱中
Ø
按照不同试验的试验标准设定程序
Ø
按照设定试验程序执行
Ø
试验结束, 取出样品测试
3. 检验标准
(1) 划片:镜检
Ø
划片崩边小于划片槽, 图形无损伤
(2)
有机胶贴片:剪切力测试
Ø
剪切力强度应达到国家相关标准
(3)
引线键合
Ø
检查试验片:引线拉力³3克力(f25mm金线或铝线)
(4)
平行缝焊
Ø
漏率达到相关国家标准
(5)
环境测试:试验条件根据相关国家标准选择
来源:中国科学院
长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入交流群。
