


陶瓷封装基座是由印刷有导电图形和冲制有导电通孔的陶瓷生片,按一定次序相互叠合并经过气氛保护烧结加工后而形成的一种三维互连结构,具有高气密性、高机械强度、高绝缘电阻、高可靠性等优势;3D 布线结构可满足复杂的电气特性结构需求,热膨胀系数接近于硅,广泛应用于晶体振荡器、声表面波滤波器、摄像头、大功率 LED 以及军工等领域的元器件的封装,市场需求巨大。
图 陶瓷封装基座,来源:新纳陶瓷
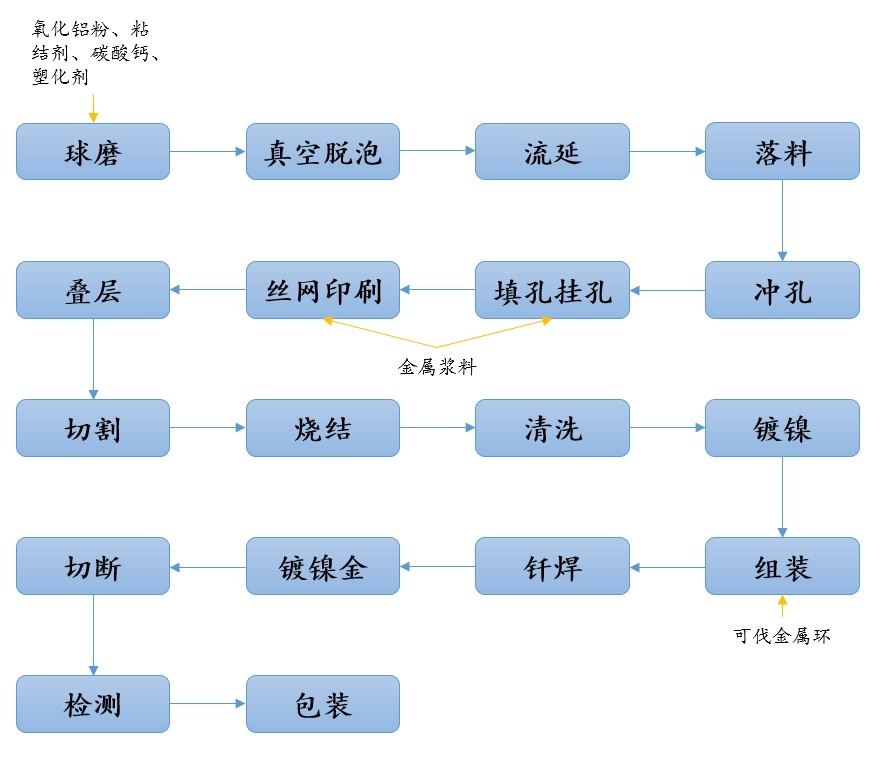
封装陶瓷基座基本工艺技术路线:将 Al2O3 粉、碳酸钙、增塑剂、粘结剂、正丁醇、乙醇、乙酸乙酯等原材料按照一定配料混合,然后按照球磨特殊工艺和真空脱泡工艺对物料进行球磨和脱泡,待物料中的气泡全部脱除后,送入流延机中流延,流制出符合设计厚度和外观要求的密度均匀的生瓷带,再经过切片、冲孔、印刷、叠层和冲制等工序,制成特定要求的生瓷片;然后按照设定的烧结温度曲线将生瓷片进炉烧结,最后将烧结好的瓷片进行电镀镍,安装可伐环,镀金,检验合格后入库。
1.配料
按配方要求,精确称量各组分材料。配料工序是特殊工序,配料的精确性是瓷件性能的基本保证。
2.球磨
将氧化铝粉、碳酸钙、滑石粉、分散剂、塑化剂、粘结剂、乙酸乙酯、正丁醇、 无水乙醇等按照一定的的比例投入球磨机,连续球磨,将原料混合均匀,形成浆料。球磨过程全密闭,球磨结束将浆料通过密闭管道运输至真空脱泡机。球磨工序是特殊工序,浆料配制的精确性是流延膜带质量的重量保证。
3.真空脱泡
将球磨完成的浆料密闭运输至脱泡机,进行真空脱泡。
4.流延
根据所需要的规格将真空脱泡后的浆料使用管道密闭运输至流延机进行流延成型作业。
5.落料
将流延好的生瓷带裁切或冲成方块。
6.浆料
制备金属钨浆料,满足印刷性能。
7.冲孔
在生瓷片上打通孔来连通各层。
8.填孔
通过生瓷带通孔来填充导电浆料,使上下层互联。
9.挂孔
通过生瓷带通孔来填孔导电浆料,使正反面互联。
10.印刷线路
印刷导电钨浆料,陶瓷片具有线路导电、内部线路与外部引线连通功能。
11.叠层
将印刷好线路和互相连通的生瓷片按照设计好的层次和次序,经过刷胶,叠加到一起,并在一定的温度和压力下使他们紧密粘结,从而形成完整的多层陶瓷基座坯体。
12.切割
将层压好的生瓷片按照要求划痕成规定尺寸,做上下划痕,便于折条折粒。
13.烧结
采用氢气作为保护气氛防止金属材料氧化,在高温 1350-1750°C 时烧结收缩定型。
14.镀镍
对烧结后成片连接在一起的陶瓷基座进行电镀,先镀镍。
15.选金属环
金属环一面为银铜焊料面,一面为可伐金属面,将可伐金属面选出。
16.安装金属环
将金属环安装在相应的位置和印刷层上,保证安装精度。
17.钎焊
将金属环套放在基板上,保护气氛下烧结,使金属环与陶瓷基体紧密结合。
18.镀镍金
在瓷片上镀镍金,包括金属环及露出印刷有钨浆料的部位(如引线、支架)。
19.切断
将烧结电镀好的基座,按照切割好的线路折断,以形成单个的基座。
20.检测
检验陶瓷基座的尺寸、密度及外观,同时检验各通路的电阻值、导体之间的绝缘电阻,检查平整度。
21.包装
对成型好的陶瓷基座成品进行包装。
长按识别二维码关注公众号,点击下方菜单栏左侧“微信群”,申请加入交流群。
